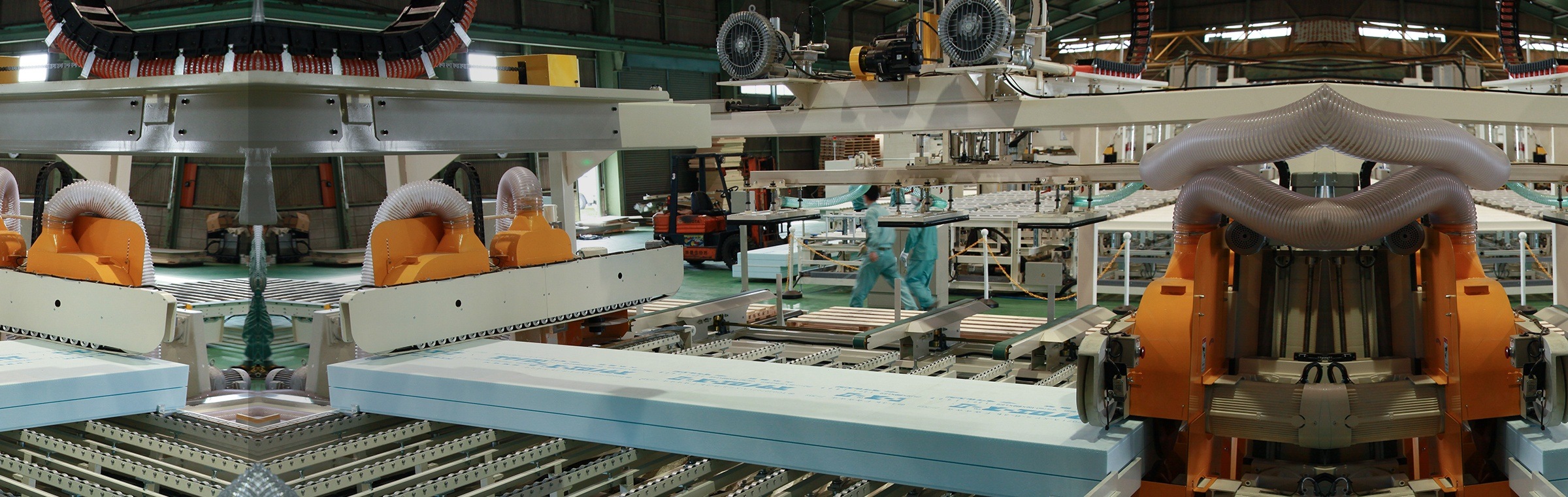


国内トップクラスの
貼り合わせ技術を。
貼り合わせ(接着・粘着)専門の
加工メーカー、岩谷住建です。


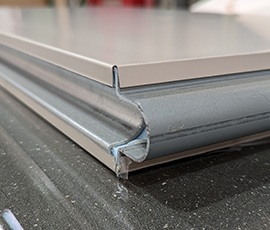
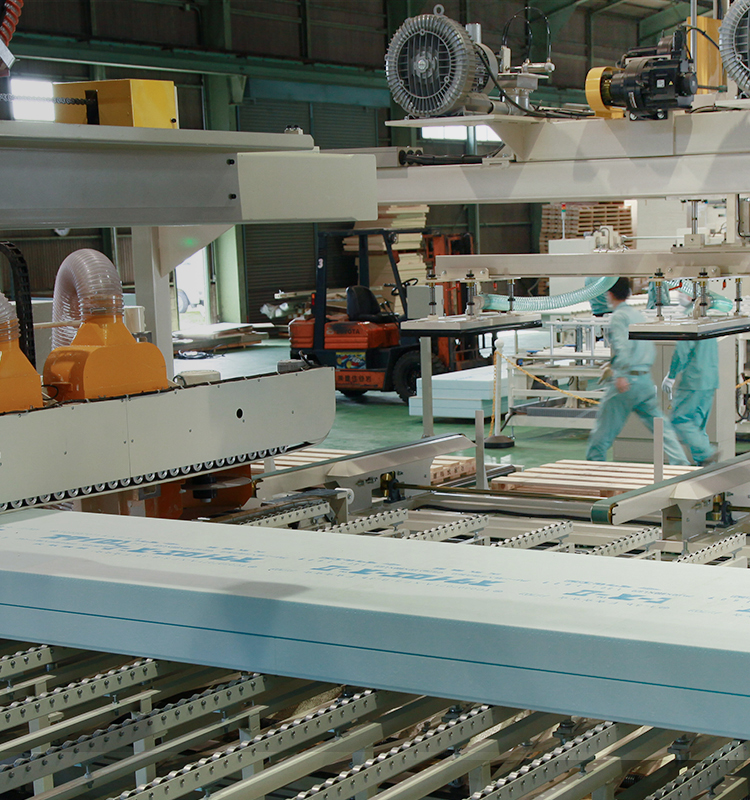
接着加工サービス
岩谷住建ではお客様の製品づくりを徹底サポート。接着加工を中心に製造工程の一部を受託。新製品開発にも力を発揮します。

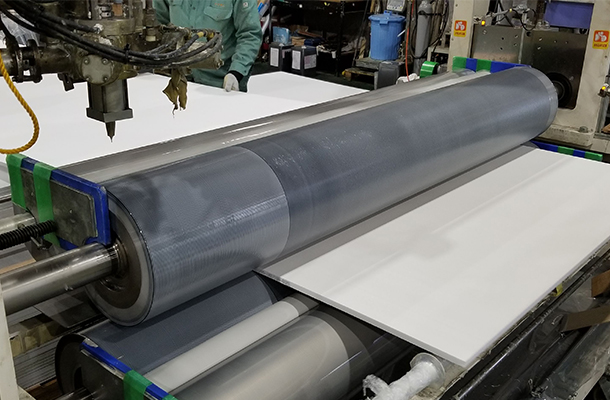



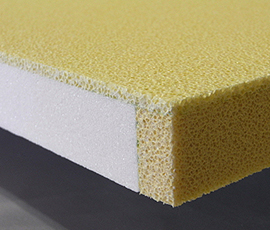
材料別の接着加工情報
代表的な材料6カテゴリにて接着難易度や最適な接着剤、加工の流れについてご説明しています。












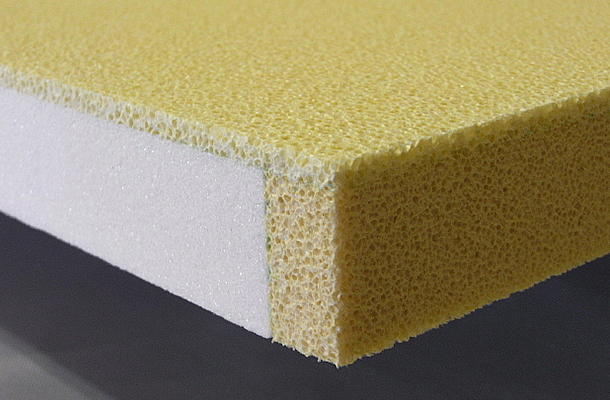
製品案内
長年培った接着加工技術でオリジナル製品の開発も行っています。
貼り合わせ(接着・粘着)専門の
加工メーカー、岩谷住建です。
岩谷住建ではお客様の製品づくりを徹底サポート。接着加工を中心に製造工程の一部を受託。新製品開発にも力を発揮します。
代表的な材料6カテゴリにて接着難易度や最適な接着剤、加工の流れについてご説明しています。
長年培った接着加工技術でオリジナル製品の開発も行っています。